Austempering Service
• 2013 : Commissioning of New Austemper Furnace.
• 2017 : Implemented CQI-9 as minimum operating
• 2018 : Audit and approval for Mitubishi Austempering
• 2018 : Set Austempering as a managed cost control center
• 2020 : Establish robust quotation system to get work first time.
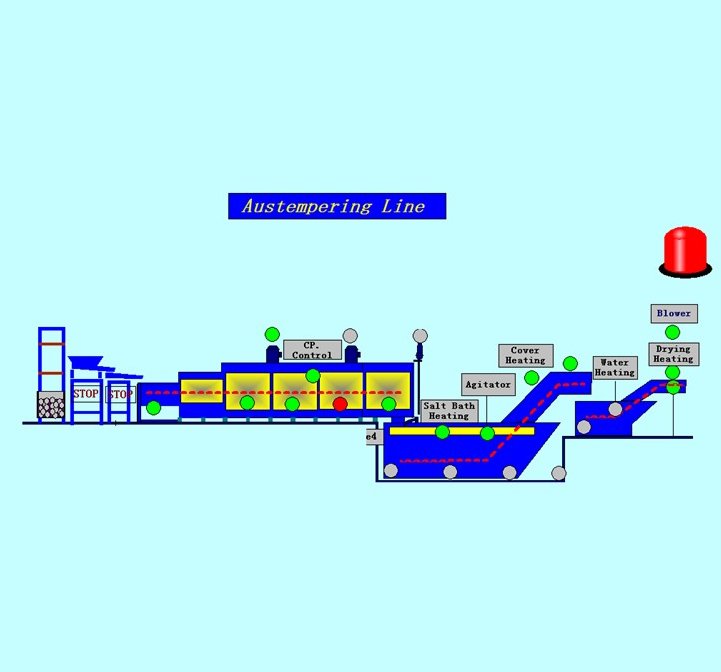
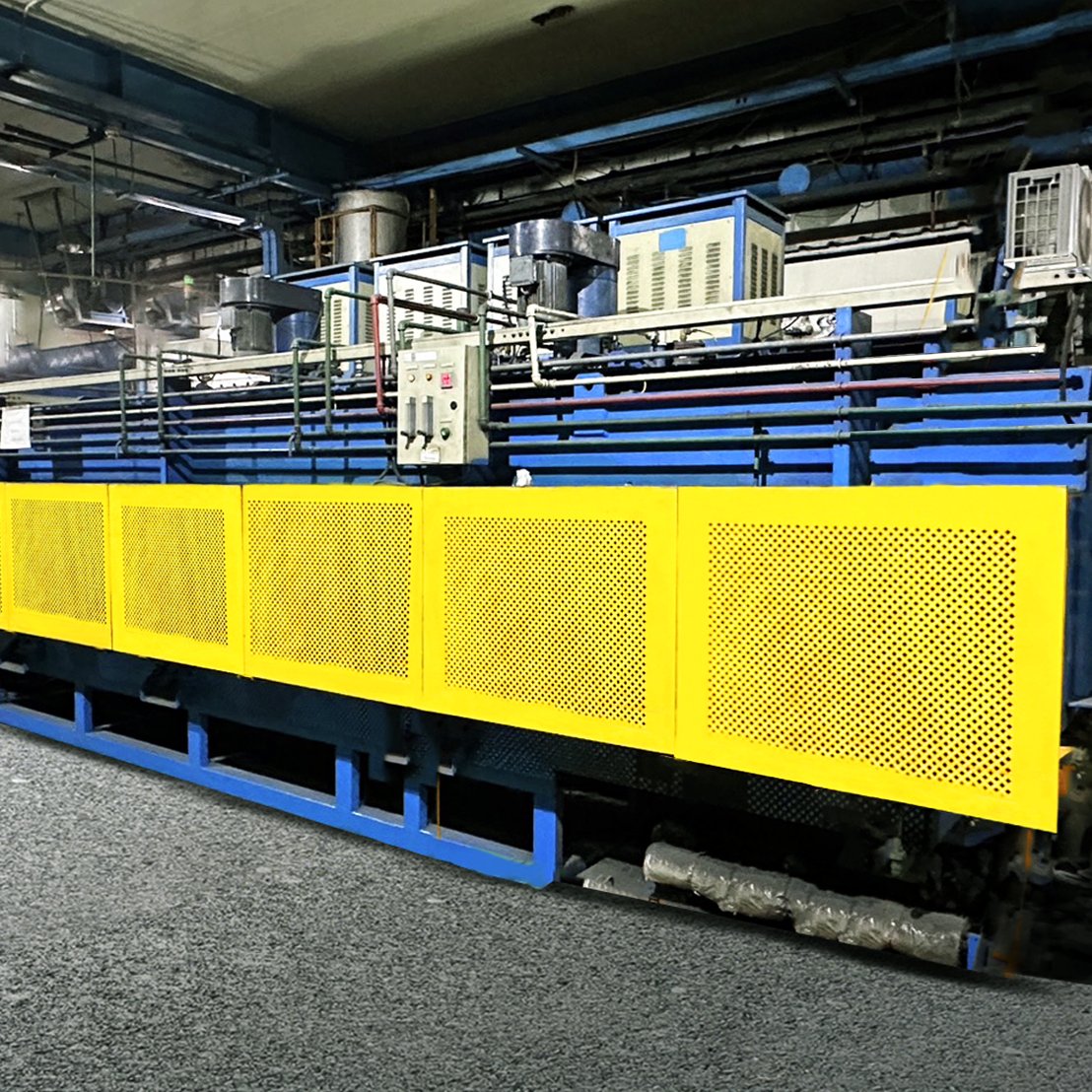
AUSTEMPERING FURNACES
The Austempering process is a unique heat treatment method that stands out among other hardening techniques. Its key advantage lies in achieving high hardness while retaining exceptional toughness, springiness, and elongation properties often compromised in conventional hardening. This process produces a durable bainite microstructure, making it ideal for applications requiring both strength and flexibility.


Microstructural changes provide strength and durability for steel spring applications such as Spring, Wave Spring and WASHER and Clamp or other types.
PC Products International Co Ltd maintains a strict quality assurance system with automated 5-second parameter recording for full traceability. Core hardness testing, microstructure analysis, and comprehensive workpiece documentation (covering both side and axial sections) ensure zero risk of part failure. Each part number follows a dedicated process control program with 15-minute inspections, while statistical process control (SPC) and continuous review processes guarantee consistent quality across all production batches.
Features

Galvanized Steel
• SK5 , SK7 , SK85
• S55C , S60C , S75C
• SAE1060 , SAE1086

Achievable Hardness
• 400 ~ 550 HV
• 40 ~ 53 HRC
• 70 ~ 77 HRA

Thickness
• 0.2 ~ 4.0 mm.
If you need spring components with exceptional elasticity, fatigue resistance, and the perfect balance of hardness and toughness - all without cracking - our Austempering hardening process delivers exactly that. We specialize in this advanced heat treatment method to provide you with superior performance parts that withstand repeated stress while maintaining structural integrity.
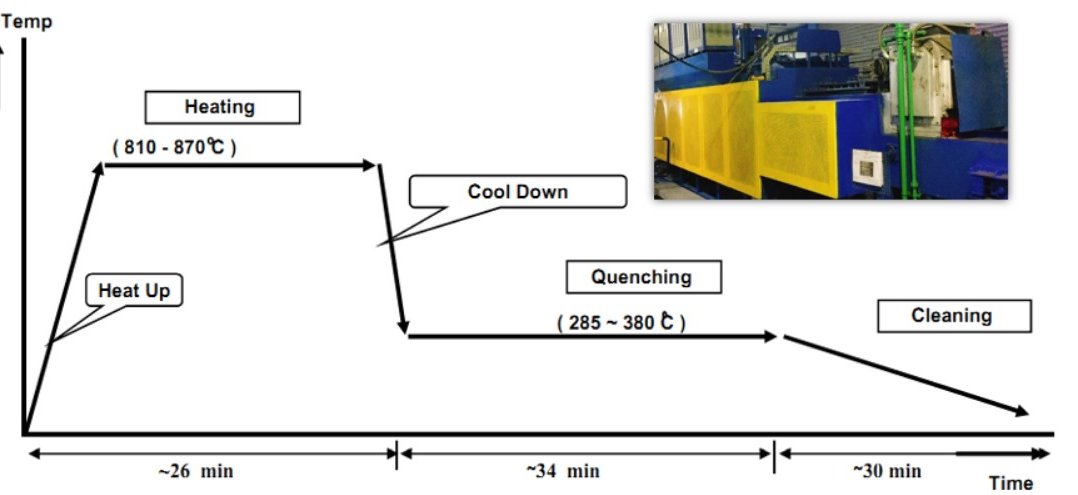
The Austempering process produces a lightweight Bainite microstructure by quenching in salt above the steel's MS (martensite start) temperature. This method significantly reduces part distortion, minimizes spring back effects, and lowers cracking risks commonly associated with partial oil quenching processes.
Moreover, the process is engineered to produce bainitic microstructure, with all hardness parameters and process variables being monitored through both manual and electronic verification systems (recorded every 5 seconds). Each process setup is configured by certified technicians. This method prioritizes optimal hardness, controlled microstructure development, and distortion minimization through proper part loading configurations on furnace conveyors (some distortion may still occur due to part geometry). The furnace undergoes periodic validation to ensure and demonstrate consistent temperature uniformity throughout the chamber.

AUSTEMPERING Machine Specifications
• Electrically heated hardening furnace
• Maximum operating temperature: 870°C
• Salt bath quenching system with 8,000-liter capacity
• Adjustable quenching temperature range: 285-380°C
• Hot water tempering temperature: 40-60°C (adjustable)
• Standard water cleaning system
• 3-month rust preventive coating
Control System Features
• Computerized process control with touch screen interface
• Automatic 5-second data recording system
• Full alarm system for abnormal condition prevention
• Continuous hardening process operation
• CP (Control Process) monitoring and recording system
• Emergency spare parts stock for immediate replacement

Production Capacity
• Production capacity 200 kg/hour (depending on the shape and weight of the parts)
• Production capacity 80 tons / month (depending on the shape and weight of the parts)
- Home Home
- Products Products
- Innovation Innovation
- News & Events News & Events
- Career Career
- Catalog Catalog
- Contact us Contact us